

Как влияет полярность тока
Если вы не знаете, как на сварочном аппарате правильно выставить ток, то стоит обратить внимание на особенности полярности напряжения. При проведении сварочных работ инвертором или классическим оборудованием, выбор режима будет тесно связан с показателями полярности тока
Стоит отметить! Прямая полярность – схема, во время которой расходники подключаются к клемме аппарата со знаком минус, а вот свариваемое изделие соединяется с плюсовой клеммой.
Главная особенность сварки состоит в том, что плавление материала стержней осуществляется в интенсивном режиме, в отличие от плавления заготовки. И чтобы понять, почему так происходит, стоит рассмотреть особенности процесса.
Обычно условное направление протекания электрического напряжения происходит от плюса к минусу. Но вот в реальном физическом процессе все происходит по-другому – во время него наблюдается движение отрицательно заряженных частиц, а именно электронов, и они движутся от минуса к плюсу. При соблюдении такой полярности наблюдается быстрый расход материала стержней. Прямую полярность стоит применять при сваривании тонких изделий, также она подходит, когда к массивной конструкции приваривается заготовка с тонкой структурой.
При подключении стержней к плюсовой клемме, а свариваемой заготовки к отрицательной клемме, выходит ток с обратной полярностью. При ее использовании наблюдается интенсивное расплавление заготовки. По этой причине обратную полярность часто применяют при сваривании изделий с толстой структурой.
Что такое электрод и для чего обмазка
Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако. Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Так что обмазка обеспечивает хорошее качество шва.

Сварочный электрод состоит из сердечника и защитного покрытия
Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь
Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру
В противном случае она будет смещена. Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью обмазки. Некоторые из них при повышенной влажности зажигаются очень плохо (например, УОНИ). В связи с такой «капризностью» обмазки, хранить их нужно в сухом месте, обеспечив по возможности герметичную упаковку. Можно коробку укладывать в пакет, а еще туда класть несколько пакетиков с солью, что бывают в обувных коробках.
Покупать влажные электроды не стоит: их можно, конечно, высушить, но их характеристики при этом снизятся. Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.

Обмазка (защитное покрытие) электродов бывает: основной, рутиловой, целлюлозной и кислой
Виды обмазки и их характеристики
Различают всего четыре вида покрытий:
- Основное.
- Рутиловое.
- Кислое.
- Целлюлозное.
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.

Электродов для сварки более 200 марок, около 100 из них может использоваться при ручной дуговой электросварке
Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом. Они хорошо зажигаются даже если инвертор имеет низкое напряжение холостого хода (для уверенного розжига основной обмазки требуется хорошая вольт-амперная характеристика, как выбрать инверторный сварочный аппарат, читайте тут.). При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Возможно вас заинтересует как сварить беседку из металлической трубы или как сделать сарай на каркасе из трубы.
Критерии, по которым необходимо подбирать электроды для инвертора
Каждый специалист знает, что единственного варианта, которых подходит для всех случаев, не существует, поэтому, чтобы осуществить выбор электродов для сварки инвертором требуется опираться на некоторые основные характеристики. Одной из них является материал изготовления. Созданный шов в любом случае будет самым слабым местом на сваренном изделии. Чем больше металл наплавочного электрода будет отличаться от основного, тем меньше будет крепость соединения. Таким образом, следует смотреть, чтобы состав расходных материалов совпадал с основным металлом. В особенности это касается соединения цветных металлов, так как они очень сложны в сваривании и для них требуются не только особые режимы, но и дополнительные приспособления.
Следующим критерием при выборе, какими электродами лучше варить инвертором, является диаметр стержня. Большая толщина позволяет проваривать металл на большую глубину, если мощность аппарата позволяет. Если вам требуется подобрать материалы для домашнего инвертора, то редко какая модель поддерживает более 3 мм электродов, так что выбор следует делать именно в этом диапазоне. В профессиональной промышленной технике таких ограничений нет, поэтому, можно останавливаться на любой удобной толщине, которая подходит для размера заготовки. Для вертикальных и потолочных положений сварки особо толстые изделия также не подходят, так как в режимах часто встречаются ограничения на модели в 5 и 6 мм, поэтому, здесь подойдут максимум 4 мм электроды. При нижнем положении толщина стержня не должна превышать толщину свариваемого изделия более чем на 1 мм.
Следующим критерием, как выбрать электроды для инвертора, является род тока, для которого они предназначены. Современные модели аппаратов зачастую имеют все необходимые дополнительные вещи, чтобы подстроиться под любой режим подачи электричества, будь то переменный или постоянный ток заданной полярности. Но электроды заданы только для определенного диапазона работы, поэтому, их следует выбирать под свой аппарат, чтобы они смогли наилучшим образом проявить свои качества. Многие из них служат как для постоянного, так и для переменного тока, но разница состоит в холостом ходу инвертора, под который рассчитана та или иная марка.
Покрытие электродов для сварки также является немаловажным критерием. Есть несколько основных разновидностей, которые помогают преодолеть негативное влияние ржавчины на поверхности, или придают шву дополнительную защиту от водорода, так что его потом не требуется прогревать. Также материалы в обмазке могут придать соединению большую пластичность, поэтому, при ответственной сварке это выступит весомым фактором.
Какие электроды для сварки инвертором лучше выбрать: востребованные марки

Инверторы значительно расширили возможности сварщика. Такие аппараты, в зависимости от функций, могут варить различные марки сталей и нержавейку, а также практически любой цветной металл. Но такой универсализм возможен только с использованием дополнительных материалов, в том числе и расходников.
Какие электроды выбрать для сварки инвертором в различных режимах и что нужно учитывать, подбирая те или иные расходные материалы для работы с таким оборудованием? Обо всем вы узнаете далее в нашей статье.
Какие электроды выбрать для сварки металлоконструкций
На выбор типа изделия также влияет тип свариваемого металла и то, какие работы планируется выполнять. Ниже представлена таблица рекомендуемых марок электродов, производимых заводом сварочных материалов «GOODEL», в зависимости от назначения металла подлежащего сварке или наплавке.
| Назначение | Рекомендуемые марки |
| Углеродистые и низколегированные стали | ОЗС-4, МР-3, АНО-4, GOODEL-OK46, ОЗС-6, ОЗС-12, ОЗС-21, МР-3С, АНО-21, АНО-6, АНО-25, УОНИ-13/45, УОНИ-13/55У, УОНИ-13/65, УОНИ-13/85, ЦУ-5, ВП-6 |
| Конструкции, работающие при отрицательных температурах и знакопеременных нагрузках | УОНИ-13/55, АНО-11, GOODEL-OK48 |
| Сварка трубопроводов | GOODEL-52U, ТМУ-21У |
| Высоколегированные нержавеющие стали | ОЗЛ-7, ОЗЛ-8, ЦЛ-9, ЦЛ-11, НЖ-13, ОЗЛ-17У, ЭА-400/10, ЭА-395/9, НИАТ-1, НИАТ-5 |
| Жаростойкие и жаропрочные высоколегированные стали | ОЗЛ-6, ЦТ-15, ЦТ-28, ОЗЛ-25Б, АНЖР-1, АНЖР-2 |
| Сварка разнородных сталей (низколегированных с хромоникелевыми сталями аустенитного класса) | НИИ-48Г |
| Сварка и наплавка серого и ковкого чугуна и заварка дефектов чугунного литья | ШЭЗ-Ч1, ОЗЧ-1, ОЗЧ-2, ОЗЧ-6 |
| Холодная сварка конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом | ЦЧ-4 |
| Сварка, наплавка и заварка дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна | МНЧ-2 |
| Сварка меди и бронзы | Комсомолец-100, АНЦ/ОЗН-3; ОЗБ-2М (для бронзы) |
| Электродуговая наплавка | ОЗШ-1, ОЗШ-3, ВСН-10, ОЗН-300М, ОЗН-400М, ОЗН-6, ОМГ-Н, ЭН-60М, ОЗН-7, ОЗН-7М, НР-70, ЦН-6Л, ЦН-12М, ШЭЗ-Н13, 13КН/ЛИВТ, Т-590, Т-620, ЦНИИН-4, УОНИ-13/НЖ 20Х13 |
| Наплавка поверхностей кузнечно-штамповой оснастки и деталей металлургического оборудования | ОЗШ-6, ОЗШ-8 |
| Наплавка штампов холодной и горячей штамповки, работающих с нагревом контактных поверхностей до 650 °С | ОЗИ-3 |
| Легированные теплоустойчивые стали | ТМЛ-1У, ТМЛ-3У, ЦЛ-39 |
Как выбрать?
Какие лучше выбрать электроды при необходимости выполнить сварное соединение при помощи аппарата инверторного типа, зависит от многих факторов.
https://www.youtube.com/watch?v=k-K9qgDOjb8







В первую очередь, необходимо обратить внимание на то, из какого именно металла сделаны конструкции, которые подлежат сварке. Для металлических поверхностей из нержавеющей и высоколегированной стали походит один тип электродов, в свою очередь, для работы по углеродистой стали и чугуну совершенно другой
Для металлических поверхностей из нержавеющей и высоколегированной стали походит один тип электродов, в свою очередь, для работы по углеродистой стали и чугуну совершенно другой.
ВАЖНО ЗНАТЬ: Выбор лучшего сварочного аппарата инвертора
Абсолютно все сварочные стержни для инверторных аппаратов должны иметь соответствующие сертификаты, которые гарантируют их высокое качество и полную безопасность.
Не стоит останавливать свой выбор на тех сварочных стержнях, которые предназначены для других типов сварки, так как в этом случае сильно снизятся показатели безопасности.
Покупать стержни лучше всего в специализированных строительных магазинах, которые смогут предъявить при необходимости все соответствующие документы, которые подтвердят их высокое качество и соблюдение сроков хранения.
Вся необходимая информация о сварочных стержнях содержится, как правило, в маркировке, нанесенной на упаковку.
В этом случае следует заметить, что в большинстве случаев иностранная маркировка начинается с символов ОК, после которых следуют числовые обозначения.
По данным цифровым обозначениям и можно определить некоторую схожесть с отечественной продукцией данной категории.
Не следует приобретать ту продукцию, которая вызывает сомнения и хранилась в ненадлежащих условиях.
Сварочный процесс
Работа сварщика зависит не только от правильно выбранной марки электродов. Придется правильно подбирать их диаметр, точно выставить параметры сварки на самом инверторе. В основном это касается силы тока. К тому же будет немаловажным знать, к какому выходу (плюсу или минусу) подключить выбранный вами расходник.
Диаметр сварочного стержня должен быть равен толщине заготовки, которые нужно приварить. К примеру, толщина свариваемых деталей равна 3 мм. Значит, их лучше варить электродом диаметром 3 мм. Если варится толстый металл, к примеру, 10 мм, то можно использовать любой из диаметров, потому что сварка в данном случае будет проводиться послойно. Но даже здесь лучше использовать толстый расходник.
Что касается полярности, то она зависит от того, к какому выходу подключается электрод: к минусу или к плюсу. Если к минусу, а плюс соответственно подсоединяется к свариваемой заготовке, то это прямая полярность. Если наоборот, то это обратная.
В чем отличия двух видов подключения. Всем известно, что поток электронов (он же и является электрическим током) движется от минуса к плюсу. И тот элемент сварочного процесса, который подключен к плюсу, нагревается сильнее. То есть, если менять расположение электрода относительно положения подключения, можно менять интенсивность его нагрева.
Внимание! Электродом диаметром 3 мм варить металл толщиною 2 мм лучше на обратной полярности. А тем же расходником варить металл толщиною 6 мм лучше на прямой полярности.. Теперь, что касается силы тока при сварке инвертором
Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий. Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
Теперь, что касается силы тока при сварке инвертором. Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий. Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
- Текучесть основного металла, его марка.
- Скорость движения руки сварщика.
- Положение электрода во время сваривания. К примеру, в потолочном положении ток уменьшают.
Оптимальный режим придет со временем с опытом
Поэтому сварщик должен обращать внимание на сварочную ванну. Именно она показатель качества выбранного режима
Правильный шов должен быть равномерным. Если в ванной образовалось много металла, значит, или дуга слишком короткая, или скорость сварки была недостаточной. Если в ванной получилось седло, то слишком быстро варился шов, или дуга отказалась длиной. Смещение металла в ванной в одну из сторон говорит о том, что не было выдержано ровное строго по оси движение электрода. К тому же при этом сила тока была большой.
Выбрать хороший вариант, который соответствует режиму и металлу, не всегда просто. Новичку это не под силу, поэтому производители на упаковке дают рекомендации. Более или менее они совпадают с фактическими. Но, как было сказано выше, все придет с опытом. Предлагаем ознакомиться с видео – какие электроды лучше выбрать для сварки инвертором.
Классификация
Все известные типы электродов делятся на изделия, предназначенные для сварки различных марок сталей, чугунных заготовок или цветных металлов и сплавов.
Такое деление предполагает учёт не только токовых режимов, но и видов оборудования, посредством которого предполагается варить заготовки. Выделяется также особая категория электродов, применяемых для так называемой «наплавки» металлов.
В зависимости от назначения происходит деление по технологическим особенностям ручных операций. Сварка производится в определённых позициях, с различной степенью проплавления и расположением относительно сварочной ванны.
В соответствии с толщиной покрытия все электроды для ручной сварки подразделяются на изделия тонкие (М), среднего размера (С) и толстые (Д).
А по типу обмазки все они делятся на стержни с кислым (А), так называемым «основным» (Б), рутиловым (Р), целлюлозным (Ц) и комбинированным покрытиями. Последнее имеет двойное обозначение; для всех же остальных случаев предусматривается специальное обозначение «П» (прочие).
Помимо этого, все электроды классифицируются по виду и полярности питающего тока, а также по величине действующего в сети напряжения.
Зависимость длины стержня от его диаметра можно отследить по таблице.
При желании можно сделать стержни для сварки своими руками. Для этого используют отрезки стальной проволоки 1,6…6 мм. Длину каждого отрезка берут приблизительно 35 см.





![Какие электроды лучше для инверторной сварки [как выбрать]](https://domatoot.ru/wp-content/uploads/b/d/3/bd3862585cc63b2011756626d5e14a4a.jpeg)


В качестве обмазки выступает смесь силикатного клея и мела. Но сегодня при обилии продукции лучше приобрести готовые изделия, что сэкономит нервы при сварке и обеспечит надежное соединение.
Практика сварки для начинающих
Сначала нужно потренироваться зажигать дугу. Начинающим сварщикам рекомендуется придерживаться ряда практических советов по сварке металла:
источник питания инвертора должен иметь стабильные параметры, чтобы исключить поломку оборудования;
необходимо правильно подбирать режим работы инвертора, чтобы упростить процесс сваривания, а не добавить трудностей;
важно правильно подбирать полярность под конкретный вид сварки;
силу тока следует подстраивать вручную для исключения не проваренных участков или переплавленных, то есть учитывать тип металла и его толщину;
обязательно соблюдение правил техники безопасности при сварке, а также следование требованиям пожаробезопасности.
Для наработки опыта рекомендуется начинать с формирования сварных швов на сталях и сплавах, а только после этого переходить на нержавейку и цветные металлы.
Принцип работы
Электрод для электросварки — это главная составляющая всего процесса. Именно из-за расплавки электрода получается процесс сварки и крепления. Обычно он состоит из обмазки и различного вида проволоки, где проволока, как и обмазка, может быть различных видов. Виды подбираются в зависимости от того, что будет свариваться.

Виды электродов
Существует более 10 различных видов проволоки и обмазки. Однако чаще используют около 5 видов:
- МР-3.
- УОНИ.
- ОК 63.
- ОЗА-1.
- Комсомолец 100.
 МР-3 самый распространенный вид. Это лучшие электроды для инверторной сварки. Так как МР-3 имеет постоянную полярность, то инверторные аппараты идеально подходят для работы с этим видом электродов.
МР-3 самый распространенный вид. Это лучшие электроды для инверторной сварки. Так как МР-3 имеет постоянную полярность, то инверторные аппараты идеально подходят для работы с этим видом электродов.
УОНИ чаще используют на производствах и предприятиях. Там, где установленные сварочные аппараты переменного тока, УОНИ лучше справляются со своим предназначением.
ОЗА-1 имеет совершенно другую по структуре обмазку и проволоку. Такие стержни используют для сварки алюминия. Так как его температура плавления гораздо ниже, то лучше использовать инверторный аппарат на малом токе.
Комсомолец 100 используют для сварки меди. Так же, как и в случае с ОЗА, нужно обязательно уменьшать силу тока до минимального, иначе сварочный шов прогорит.
Выбор подходящих
Далеко не каждый знает, как выбрать сварочные электроды для инвертора. Однако в этом нет ничего сложного, если соблюдать все правила и нюансы:
- Для начала нужно уточнить, что именно будет подвергаться сварке. На любой детали нужно отличить, какой толщины металл. К примеру, если у вас тонкостенная труба, то нужно присмотреться к электродам меньшего диаметра.
- Если вы начинающий сварщик или новичок в сварочном деле, то нужно убедиться в качестве электродов. К примеру, у МР-3 гораздо лучше зажигается дуга. Однако УОНИ имеют более высокую прочность. Но при работе с УОНИ сварочная дуга зажигается гораздо тяжелее. Если иметь небольшой опыт, то УОНИ будут не только залипать, но и нагреваться.
- Залипание электрода не всегда зависит от его марки. Именно поэтому следует определить, каким аппаратом будет проводиться сварка. Если при работе с инверторным аппаратом использовать переменные электроды УОНИ, то они будут гораздо чаще липнуть. Однако если их использовать при переменном токе, то работа будет производиться легче.
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения
При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы
Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
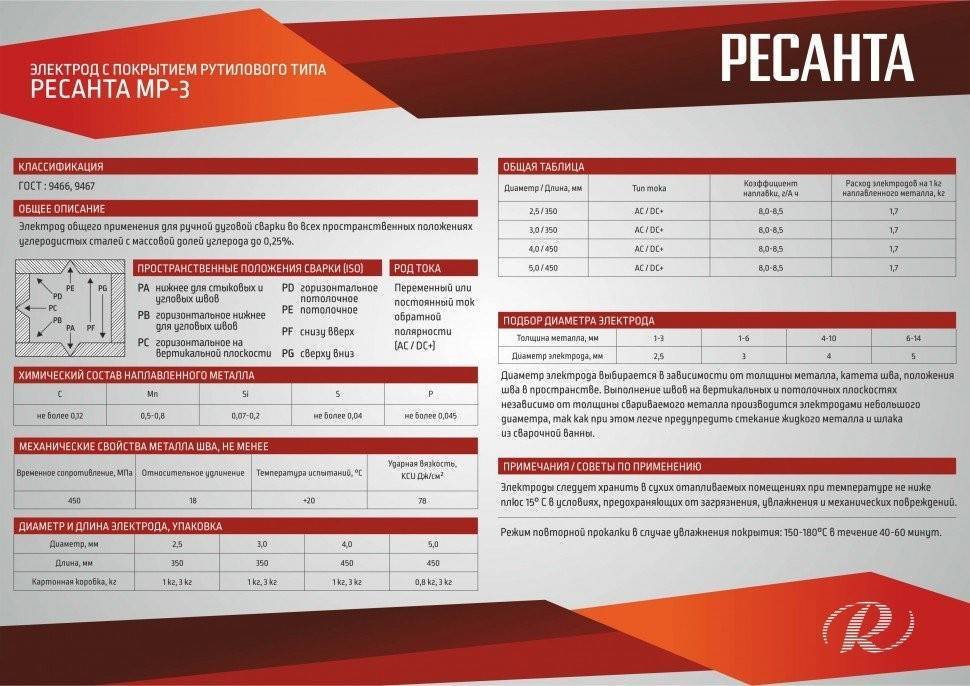
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.
- легкость розжига и исключительная устойчивость дуги;
- незначительное разбрызгивание стали;
- легкость создания сплошного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность работы;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.
ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.
- превосходное качество шва;
- любое направление стержня в процессе сварки;
- моментальный розжиг и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
- необходимость тщательной зачистки области сварного соединения перед началом работы.
ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.
- сложная технология производства работ;
- приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.
- однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
- простое удаление шлака;
- высокая производительность работы;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений стержня;
- приемлемая стоимость.
- сложность повторного розжига;
- необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.
Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
- высокое качество шва;
- широкий диапазон применения;
- устойчивая дуга;
- простой режим сварки в любых положениях;
- минимальное количество шлака и легкость его удаления;
- доступная цена для изделий своего класса.
- необходимость предварительной прокалки электродов при 300оС;
- повышенный расход материала.
Электроды по нержавейке – в чем особенности
Осуществление сварки деталей из нержавеющей стали является достаточно сложным процессом. Выполнение работ требует от исполнителя наличия соответствующих опыта, знаний и навыков. Для предупреждения наполнения сварочной ванны азотом следует придерживаться минимальной длины дуги. Кроме этого, коррозионностойкие стали обладают плохой свариваемостью, которая в значительной степени затрудняет соединение. Причины этого кроются в следующем:
- теплопроводимость нержавейки в два раза меньше, чем у обычных углеродистых стальных сплавов. Это приводит к перегреву изделий, поэтому проводить данный технологический процесс необходимо на меньшем сварочном напряжении.
- при сваривании массивных элементов, между ними нужно оставлять достаточно широкий зазор. Невыполнение этого требования может привести к образованию микротрещин, снижающих качество и надежность шва.
- в рабочей зоне присутствует сильное электрическое сопротивление, которое приводит к нагреву стержня электрода.
Именно поэтому, а также из-за вышеперечисленных особенностей сварки, необходимо использовать специальные сварочные электроды по нержавейке. Неверный выбор сварочных материалов может привести к межкристаллитной коррозии – опасному виду разрушения. Такое явление является причиной значительного снижения надежности сварного шва.
Особенности работы с тонким металлом
Сварка тонкого металла требует опыта работы
Металл толщиной до 3 мм. или тонкий очень часто применяется для производства изделий, используемых в повседневной жизни. Потому их ремонт, в том числе и сварка, — вопрос, который часто возникает и, по общему мнению, не требует обращения к специалистам, а может быть выполнен в «домашних» условиях. Однако это не так просто, как кажется на первый взгляд.








Особенностей его сварки несколько. Основная, что совершенно очевидно, его толщина
При любом неосторожном движении и в изделии может появиться новое и совершенно ненужное прожженное отверстие. С другой стороны, излишняя «деликатность» не создаст необходимого сварного шва и соединение распадется
Лист нержавеющей стали толщиной до 3 мм
Для работы с тонким металлом применяют «малые» токи, потому электрод необходимо держать максимально близко к изделию, иначе пропадет сварная дуга и плавка прекратиться. Кроме того, для каждого металла необходимо специально подготавливать свариваемые кромки, применять разного вида и расположения сварные швы и так далее.
Перед началом работ необходимо правильно подобрать электрод. Его диаметр напрямую зависит от толщины свариваемого металла. Чем тоньше металл, тем меньше диаметр. Применяемый для сварочных работ ток должен соответствовать параметрам металла и электрода. Например, толщина листа 3 мм., диаметр электрода – 3 мм., сила тока от 140 до 180 А. Чем меньше ширина и диаметр, тем меньшей силы ток. Применение «низких» токов не дает возможность использовать электроды с любыми видами покрытия. Необходимо подбирать лишь те, которые дадут легкое возбуждение и устойчивое горение дуги, а также будут иметь замедленное плавление жидкотекучим металлом.
Сварочный аппарат полуавтомат
При наличии знаний, компенсировать недостаточный опыт или его отсутствие, можно с помощью используемого оборудования. Полуавтоматическим сварочным аппаратом работать гораздо легче и продуктивнее, чем ручным. Прежде всего, это сказывается на качестве сварного шва. Его можно накладывать несколькими способами, от чего он получается сплошной, точечный или внахлест. Для сплошного шва необходимо правильно выбрать силу тока. Начать рекомендуется с 40 – 60 А. Затем подобрать скорость ведения сварки. Если она будет слишком быстрой, то шов не провариться и не будет соединения, а если медленно, то возможно возникновение прожигов и дырок.
- Например, для сварки листа толщиной 0,5 мм применяются электроды диаметром 1 мм и ток силой 10-20 А.
- Металл в 1,2 мм сваривается электродом 1,6 – 2 мм при токе 30-35 А.
- Для толщины в 2 мм нужны электроды в 2,5 мм и ток до 65 А.
- Для швов внахлест силу тока рекомендуется увеличить на 15%, а для сплошных при тавровом соединении на 20%.
Покрытие может существенно отличаться по составу входящих в него элементов. Основу его, как правило, составляет титановый концентрат. В остальном составы существенно отличаются. В них может быть:
- марганец;
- калиевая селитра;
- полевой шпат;
- декстрин и т. д.
Накладывать шов можно в направлении удобном для работника либо исходя из расположения свариваемых поверхностей.
Полуавтоматической сваркой гораздо легче работать с тонкими металлами
Однако практика показала, что сварка в направлении «сверху вниз» дает максимально лучший результат.
Сварочные работы проводят с помощью плавящихся и не плавящихся – графитовых электродов. Соединение при помощи графитовых производится методом оплавления кромок деталей либо с использованием присадочной проволоки.
Проведение сварочных работ зависит от влияния многочисленных факторов и обстоятельств. Каждый конкретный случай требует своего подхода, метода, оборудования и расходных материалов. Подбор всего необходимого производится экспериментальным путем. С опытом время на проведения пробных соединений, подбор оборудования и материалов уменьшится, а качество и равномерность шва – улучшится.
Полезные функции инвертора для новичков
Сварка инвертором для новичков освоиться легче, если использовать аппараты с дополнительными функциями:
- Форсаж дуги не даст прилипнуть электроду при сварке тонкой стали. Этот режим автоматически прибавляет 10% тока от выставленного, когда оборудование «чувствует» сокращение расстояния между поверхностью и электродом.
- Горячий старт способствует мгновенному розжигу дуги без предварительных постукиваний об черновой материал. Поддержание высокого напряжения холостого хода в момент разомкнутых контактов повышает общую производительность.
Сварка инвертором позволяет новичку самостоятельно чинить многие элементы. Освоив параметры настройки аппарата и применяя советы по технике выполнения шва можно быстро научиться варить этим компактным аппаратом.
Отличия при работе с инвертором и полуавтоматом
На переменном токе работает промышленный полуавтомат, домашний инвертор – на «постоянке». У него есть кабеля для подключения к массе и к держателю. Меняя их положение, добиваются получения нужных режимов сварки. Аппарат данного типа отличается от других устройств:
- малыми габаритами;
- небольшим весом;
- высокой мощностью;
- способностью создавать ровный и аккуратный шов;
- доступной стоимостью;
- простотой обслуживания;
- легкостью транспортирования;
- полным отсутствием риска воспламенения.
Полуавтомат весит больше и стоит дороже инвертора. Главная разница и отличие заключается в способе работы: процесс соединения деталей осуществляется с помощью использования специальной проволоки.
Подводя итоги
Собрав воедино всю приведенную выше информацию, можно выделить основные моменты на которые всегда следует обращать свое внимание выбирая расходники для инверторной сварки. Прежде всего, заранее обдумайте, с какими металлами придется работать
От типа металла напрямую будет зависеть выбор электродов. Если вам предстоит выполнить ответственную работу, то не пожалейте денег и приобретите изделия, изготовленные известным заводом-производителем. Указанные в статье изделия не отличаются дешевизной, но они хорошо зарекомендовали себя на рынке. Затем, если приходится работать с углеродистой сталью, будьте внимательны и следите за тем, насколько чистой является обрабатываемая поверхность. Если на ней присутствуют следы ржавчины и влаги, то применяйте электроды с рутиловым покрытием. После этого определитесь с толщиной обрабатываемого материала, так как от этого напрямую зависит проходящий ток и толщина электродов. Подойдите к моменту выбора инструментария ответственно и тогда даже при помощи недорого инвертора вы сможете варить все материалы на достойном уровне.





