Виды фланцев для полиэтиленовые труб и особенности их применения

При прокладке трубопровода из полиэтиленовых труб для решения задач, касающихся соединения их между собой или с арматурными элементами, применяется фланец для ПЭ труб. Что представляет собой фланцевая арматура, а также особенности монтажа такого соединения рассматриваются в данной статье.
Фланец для ПЭ труб
Особенности изделия
Конструктивно фланец фиксирующий для ПЭ труб представляет собой плоское кольцо, а точнее диск, в котором на одинаковом удалении расположены отверстия. Эти отверстия используются для фиксации соединения с помощью болтов (шпилек). Фланцы устанавливаются вместе с буртом или втулкой.
Втулка под фланец ПЭ непосредственно перед буртом имеет специальное расширение для усиления, из-за которого фланец негерметично прилегает к отбортовке. Для решения этой проблемы применяются расточенные фланцы.
Такие изделия отличаются от стандартной продукции тем, что имеют увеличенный (расточенный) внутренний диаметр до необходимой величины, чтобы фланец плотно сел на втулку.
Все остальные параметры, такие как количество отверстий под болты, их диаметр, межцентровое расстояние полностью соответствуют стандартному, плоскому, стальному фланцу.
Втулка под фланец
Применение фланцев
Стальные фланцы используются для соединения полиэтиленовых труб:
- напорных, а также безнапорных магистралей;
- систем, предназначенных для отвода атмосферных осадков;
- ливневой канализации;
- технических (промышленных) трубопроводов и пр.
Благодаря фланцам удается создать надежное, разъемное соединение трубных изделий с разными задвижками, кранами (клапанами) и другой трубопроводной арматурой. При необходимости такое соединение можно быстро разобрать для проведения ремонта или чистки трубопроводной продукции.
Разновидности фланцев
Геометрические стандартные размеры, а также технология изготовления этих изделий полностью соответствует требованиям государственных стандартов. Для организации соединения разных труб с арматурой и устройствами, промышленностью выпускается большой ассортимент изделий. Все фланцы для полиэтиленовых труб характеризуются:
- внутренним диаметром;
- внешними размерами;
- диаметром отверстий под болты;
- весом;
- рабочим давлением.
В зависимости от выполняемых задач, выделяют следующие разновидности фланцев:
- Со специальными приварными втулками.
- Накидные металлические.
- Свободного типа, опирающиеся на бурты, которые могут быть прямыми и конусными.
Для соединения полиэтиленовых трубопроводов, проложенных средними и тяжелыми ПЭ трубами, имеющими диаметр не более 150,0 мм, а также легкими трубами, но большого диаметра (до 300,0 мм) оптимальным вариантом будут свободные фланцы, которые опираются на прямой бурт. Фланцы свободного типа, но с опорой на конусные бурты применяются для труб с диаметром 200,0 мм и больше.
Порядок монтажа фланцевого соединения
Данный тип соединения благодаря простоте и оперативности монтажа очень распространенный при прокладке трубопроводов из полиэтилена. Для получения фланцевого соединения с приварными втулками необходимо:
- Отрезать трубу в месте планируемой стыковки. Обеспечить, чтобы срез был идеально ровным.
- На торец трубы приварить фланцевый адаптер для ПЭ труб (специальную втулку).
- На приваренную втулку с помощью резьбового соединения установить сам фланец.
- На другой участок трубы или другого элемента трубопроводной арматуры аналогичным способом установить ответный фланец.
- После стыковки фланцы скрепляются между собой с помощью болтовых соединений.
Фланцевое соединение с помощью муфты
Для использования накидного металлического фланца свободного типа необходимо:
- Обеспечить ровный срез трубы.
- Надеть металлический фланец свободного типа на трубу.
- Вставить резиновую прокладку. При этом необходимо предотвратить напуск прокладки далее среза трубы больше чем на 10,0 мм.
- Задвинуть фланец на резиновую прокладку.
- С помощью болтового соединения зафиксировать трубу с ответным фланцем.
Накидной фланец с резиновой прокладкой
Таким образом, фланец стальной для ПЭ труб является надежным и прочным элементом трубопроводной арматуры, с помощью которого можно смонтировать герметичное, разъемное соединение частей (узлов) трубопроводной магистрали из полиэтилена.
Как соединить полиэтиленовые трубы
Существует несколько способов соединения полиэтиленовых труб для водопровода. Это можно осуществить сваркой или используя соединительные муфты. Выбор той или иной методики должен осуществляться, прежде всего на основании того, какое соединение необходимо сделать – разборное или неразборное.
Электромуфтовая сварка
Первоначально необходимо подготовить две трубы, зачистив их внутри, предварительно выровняв концы и обезжирив внешнюю поверхность. Затем трубы следует сцепить вместе и зафиксировать в позиционере. Как только это будет сделано, к муфте нужно подключить электронагреватели сварочного оборудования.
Процесс соединения труб осуществляется в автоматическом режиме. Это происходит в тот момент, когда к муфтам поступает ток. Из-за этого полиэтилен нагревает и расплавляется. Как только через специальные отверстия начнет выступать материал, следует перестать подавать электричество в зону. После этого остается только лишь охладить изделия естественным способом.
Соединительные муфты
Для того чтобы соединить две полиэтиленовых трубы посредством муфт, никаких дополнительных сантехнических инструментов не требуется. Достаточно иметь при себе только лишь гаечных ключ. На один его конец нужно надеть гайку, которая предварительно было снята с фитинга. Приступать к работе можно лишь в том случае, если на трубе была сделана фаска под углом в 45 градусов.
Для того чтобы упростить процесс ввода в фитинг, заготовку можно обработать при помощи мыльного раствора или же специальной трубной смазки.
Как только заготовки будут помещены в фитинг на необходимую длину, следует затянуть гайку. Этот процесс можно осуществить либо гаечным ключом, либо собственными руками. В первом случае стоит быть максимально осторожным. Обеспечивая герметичность, ни в коем случае не нужно перетянуть гайку.
Сварка встык
Сварку полиэтилена производят с помощью так называемых «утюгов»- аппаратов для стыковой сварки. Поэтому она не часто применяется домашними мастерами. Первоначально необходимо осуществить оплавление концов двух изделий. Затем нужно произвести их нагрев до определенной температуры. Давление на данном этапе оказывать не требуется. Далее следует убрать нагревательный элемент от сварки и быстро соединить две трубы до того момента, пока они не потеряли полученную тепловую энергию.
Температура плавления полиэтилена составляет 270 градусов по Цельсию. Если правильно осуществить их монтаж, можно достичь однородного соединение, прочность которого будет равно 80-90 % прочности монолита.
Процесс осадки полученного стыка происходит сразу же после охлаждения изделий. Потеря температуры должна осуществлять естественным способом. Принудительно ее понижать специалисты не рекомендуют.









Виды разъемных фитингов
Большинство разъемных фитингов не требуют специального инструмента и хорошо подходят для монтажа в домашних условиях. Наиболее распространенными являются:
- переходники (цанга-гайка, цанга-штуцер, цанга-цанга);
- тройники (две цанги-гайка, две цанги-штуцер, три цанги);
- евроконусы;
- крестовины;
- уголки;
- водорозетки.
Разъемные фитинги существенно экономят время монтажа полиэтиленовых труб, обеспечивая их надежное соединение и длительную эксплуатацию.
Правила выполнения качественной термоусадки
Необходимо визуально следить за процессом термоусадки. Работа считается успешной в том случае, когда с краев усаженной манжеты вытекает расплавленный клей. Зазора между термомуфтой и полиуретановым слоем трубы не должно быть совсем на расстоянии 20 сантиметров от края.
При выполнении стыковки элементов трубопроводов при помощи термомуфт нельзя:
- Выполнять монтаж при отрицательной температуре (от -15 oC);Выполнять изоляцию несоосных стыков (от 5 o);Выполнять монтажные работы при выпадении осадков, если отсутствует укрытие;Производить монтаж на влажные пенополиуретановые трубы. Предварительно их необходимо полностью высушить, а потом уже переходить к выполнению задачи.
Термоусаживаемые муфты отлично подходят для тепло- и гидроизоляции сварного стыка в системе водопроводных труб ППУ.
ТУМ имеет смысл использовать не только из-за высоких эксплуатационных характеристик, но и ввиду простого монтажа. Кроме того, такая изоляция отличается экономичностью.В ходе монтажа систем газо- и водоснабжения, поливной или дренажной системы возникает необходимость соединения труб из полиэтилена между собой в непрерывную сообщающуюся систему. Универсальным материалом для этих целей служит муфта для труб ПНД.Ассортимент ПНД муфт
Что собой представляет и для чего она нужна
Компрессионные муфты – фитинги для быстрого монтажа трубопроводов (соединения, перехода с диаметра на диаметр, поворота). Получающийся узел при необходимости ремонта можно разобрать и собрать.
Назначение и область применения
Компрессионные муфты служат для соединения системы водоснабжения без сварки и резьбы. Раньше сантехнические системы из стальных труб собирались исключительно на резьбе или электросварным методом. Оба этих метода имели свои недостатки (неразборность системы при сварном монтаже; необходимость вращения заготовки или фитинга при сборке резьбового соединения, слабая герметичность).

Современные пластиковые трубопроводы не всегда удобно паять, резьбу на них не нарежешь – поэтому возникла необходимость в новых способах соединения, и конструкторами были придуманы муфты с цанговыми зажимами.
Область применения муфт распространяется не только на внутридомовые сети водо- и теплоснабжения. Такие изделия применяются в очень многих областях деятельности человека:
- в системах орошения;
- в системах канализации;
- для скрепления концов труб и гофры, служащих изоляцией для электрических кабелей (в том числе кабелей связи);
- в трубопроводных системах невысокого давления в промышленности, особенно в химической;
- в коммунальных и производственных системах водоснабжения.
Соединение полиэтиленовых труб
Сварочные способы соединения
Существует два типа :
- Неразъемные (соединения встык при помощи особого сварочного аппарата и электромуфтовые).
- Разъемные (раструбные и фланцевые со специальным уплотнителем).
Если при эксплуатации трубопровода на него действует давление, используют сварку встык или муфтовую сварку
Впрочем, фланцевое соединение по своей надежности не уступает двум предыдущим методам.
Обратите свое внимание на то, что прочность полиэтиленовых труб в сочетании с их пластичностью и, вдобавок, высокая надежность делают их применение практически незаменимым в местах с высокой сейсмической активностью и в тех местах, где периодически наблюдается движение грунта
Соединение труб пнд производится сваркой методом встыка.
При возникновении вопроса, каким образом эффективнее всего , желательно отдать предпочтение одному из нижеследующих способов сварки, который покажется вам самым оптимальным. Если отдать предпочтение стыковой сварке, нужно помнить, что она производится при помощи специального инструмента.
Суть ее заключается в том, что в течение процесса торцы труб, которые соединяют, нагревают до вязкости специальным нагревательным элементом. После этого подплавленные концы обеих труб соединяют друг с другом под давлением и дают остыть месту стыка естественным способом. Концы труб перед нагреванием нужно очистить от загрязнений и обезжирить.
Во время работы необходимо обращать внимание на температуру нагревания — она должна быть выдержана в нужном режиме, на высоту оплавления материала, на время нагревания концов труб и на оказываемое давление на поверхности соединения. После охлаждения сварочный шов должен быть ровным, выступая на одинаковую высоту. При таком результате вы получите максимальную надежность и прочность шва
При таком результате вы получите максимальную надежность и прочность шва
После охлаждения сварочный шов должен быть ровным, выступая на одинаковую высоту. При таком результате вы получите максимальную надежность и прочность шва.
Эти элементы нагреваются оборудованием, проходящий ток внутри которого доводит до нужной температуры фасонную деталь. Аналогично сварке встык, все концы труб и детали перед началом работы нужно тщательно очищать и обезжиривать.
Затем необходимо проконтролировать, чтобы скрепляющие элементы и трубы пребывали в полной неподвижности от начала сварки до этапа остывания. В случае если будут привариваться ответвления, необходимо тщательно подбирать зажимы.
https://youtube.com/watch?v=OA_I6LEm_sY
Говоря о преимуществах электромуфтовой сварки, нужно указать на простоту установки, высокую надежность и прочность соединений, малые временные затраты, безопасность и экономичность метода и, кроме того, практичность при монтажных работах в труднодоступных местах. Эта методика зарекомендовала себя как надежная и простая и успешно применяется для газопроводов и водопроводов.










Соединение при помощи фитингов
Без сомнения, сварочный метод соединения надежный и простой, но бывают случаи, когда он невозможен в применении. В таких ситуациях можно использовать муфтовое соединение. Муфты, которые выпускаются специально для полиэтиленовых трубопроводов, предназначаются как раз для надежного соединения стыкуемых концов труб.
Компрессионные фитинги — так называются эти муфты — не нуждаются в специальном оборудовании для установки полиэтиленовых труб и запросто могут быть установлены неспециалистом. Особенно хорош этот метод скрепления в тех случаях, когда используются трубы с небольшим диаметром — от 20 до 315 мм.
Поскольку имеют малую жесткость, напорные трубопроводы, особенно большие в диаметре, нуждаются в соединении методом сварки. Он полностью обеспечивает абсолютную герметичность стыков, соединяя после застывания трубы намертво друг с другом в единое целое, чего не сможет дать бессварочный способ в полном объеме, потому что труба под муфтой соединения может подвергнуться деформации с дальнейшей разгерметизацией.
Впрочем, достоинством компрессионных фитингов можно назвать возможность при необходимости сборки-разборки установленных деталей, что не может дать ни один из вышеперечисленных методов сварки. Причем демонтажем стыков можно заниматься неоднократно, и это под силу даже не обученному для этого человеку. Никаких инструментов и приспособлений не понадобится, кроме одного специального ключа, который сможет открутить и закрутить гайки на соединительных фитингах.
Монтаж возможен даже при низкой температуре, а большое разнообразие соединительных элементов любых диаметров дает возможность производить любые разводки, разветвления и повороты в системе.
4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Пред.
2
След.
Характеристики полиэтиленовых труб
Основные характеристики данного материала можно считать его главными достоинствами:
- Трубы способны сохранять свою целостность при температурах в диапазоне от -60 ℃ до 90 ℃. Наиболее приемлемый температурный режим для нормальной работы от 0 ℃ до 40 ℃.
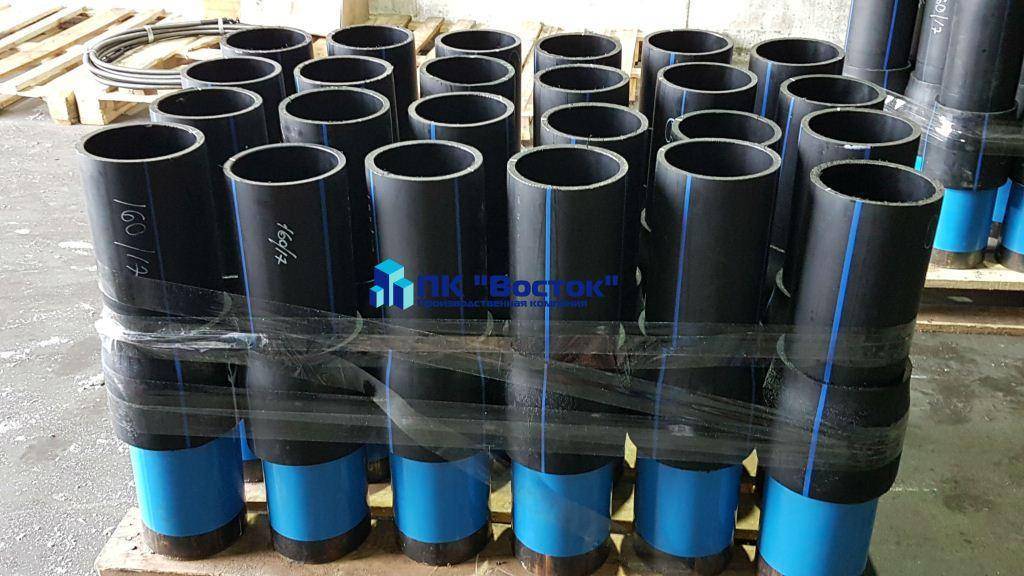
- Производство предлагает большой ассортимент сечений труб из полиэтилена – от 10 мм до 1600 мм. Тонкие трубы с диаметром до 160 мм поступают в точки продажи свернутыми в катушки или бухты. Длина трубы в такой бухте достигает 500 м. Если же диаметры ПНД больше 160 мм, то для продажи их нарезают на куски мерной длины согласно ГОСТу.
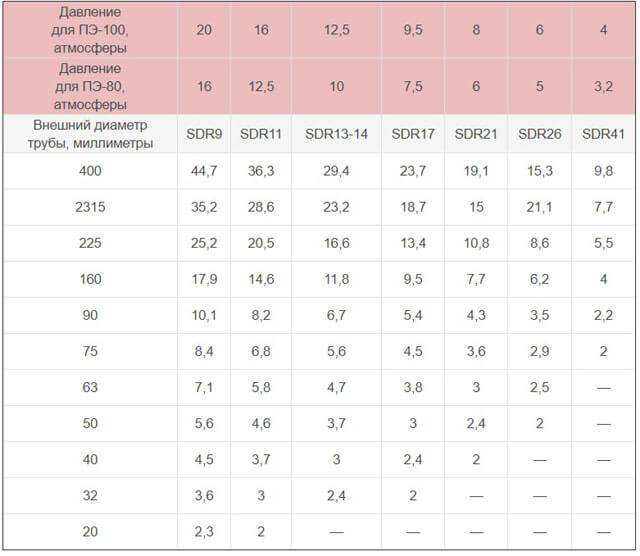
- Полиэтиленовые напорные трубы способны эффективно работать при постоянном давлении до 20 атмосфер.
- Полиэтиленовые трубы устойчивы к агрессивной среде – кислотам, щелочам, спиртосодержащим веществам.
- Коррозия в таких трубопроводах не возникает.
- Благодаря абсолютно гладкой внутренней поверхности любые жидкости свободно подаются по трубам, не встречая препятствий.
В целом черные трубы для водопровода данного класса характеризуются длительным сроком службы – 50 лет и более, что достигается благодаря их устойчивости к агрессивному внешнему воздействию.
Тем не менее, при производстве ПНД труб каждый сорт и вид обязательно тестируется на соответствие заявленным характеристикам: устойчивости к перепадам и высоким температурам, прочности на разрыв, росту рабочего давления.
Инструмент для создания ПЭ трубопровода
Чтобы выполнить монтаж полиэтиленовых труб своими руками, нужно подготовить такие инструменты:
- ножницы для нарезки изделий;
- паяльное оборудование;
- газовые ключи.

Паяльный прибор оснащен набором насадок, имеющих разный диаметр. Вместо ножниц можно задействовать лобзик. Но все же при нарезке труб удобнее пользоваться именно ножницами, поскольку с их помощью края получатся более ровными, не имеющими заусениц и зазубрин.
Монтаж трубопровода из полиэтиленовых труб осуществляют, применяя газовый ключ. Для обеспечения более надежного соединения используют льняной уплотнитель. Инструменты, предназначенные для прокладки полиэтиленовых трубопроводов, продаются в строительных магазинах. Обычно паяльник с насадками предлагаются покупателям в комплекте с ножницами.
Способы соединения
Правильно соединять трубы из полиэтилена можно двумя способами – разъемным и неразъемным. Для соединения ПНД труб между собой чаще используется сварка (неразъемный метод), или специальные переходники (разъемный). Рассмотрим, в каких случаях используется каждый из способов более подробно.
Разъемные соединения
Используются в случаях, когда нужно соединить изделия диаметром до 315 мм. Преимущества такого соединения:
- простая и быстрая установка;
- экономичность – спецоборудования не требуется;
- универсальность – можно применять даже в стесненных условиях.
Переходники на трубы из ПНД – муфты либо фитинги.
Соединение муфтами
Самая быстрая технология, не требующая спецоборудования. Здесь потребуются только разъемные фитинги для труб ПНД (муфты). Такие муфты не требуют для своего использования инструментов и чаще всего используются в домашних условиях. Они бывают разными, используются в зависимости от предназначения:








- редукционная – переходник для трубных изделий разного диаметра;
- соединительная муфта – «спаивает» продукцию одинакового диаметра.
Фитинговое соединение
Компрессионные стыкуемые фитинги – используются в соединениях ПЭ труб с различной запорной арматурой: ПВХ, полипропиленовых или стальных изделий. Установка идентична монтажу соединительных муфт.
Фланцевое соединение
В магистральных конструкциях часто используется фланцевое соединение труб ПНД. Где диаметр трубопровода 40 мм и больше. Используется оно и в установке:
- задвижек;
- регуляторов;
- вентилей;
- адаптеров.
На концы заготовок при помощи паяльника для ПНД привариваются специальные патрубки с резьбой, на которые накручиваются фланцы. Существует вариант, когда на патрубок приваривают втулку и прикручивают не фланец, а фланцевый адаптер. Адаптер выполняет роль фланца.
Это делается для того, чтобы можно было снимать их для замены или ремонта.
Неразъемные соединения
Это единственный из возможных методов соединить трубы большого диаметра. Иногда в сборке коммуникаций целесообразнее использовать не съемные фитинги, а именно сварку. Одна бывает двух видов – стыковая и с использованием электромуфт.
Стыковая сварка
Сварка встык осуществляется с помощью специального приспособления – паяльника. Стыковые аппараты для ПНД труб имеют нагреватель, который расплавляет торцы изделий. После чего их очень плотно прижимают и охлаждают естественным путем.
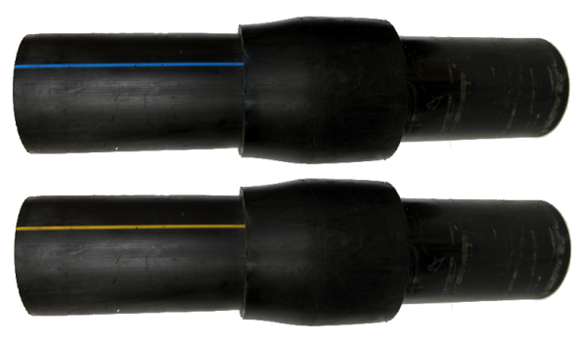
Электромуфтовая сварка
Электромуфта – соединительный элемент, изготовленный тоже из полиэтилена. Внутри которой находится электроспираль. При монтаже к ней должно подаваться питание (напряжение). После этого она, нагреваясь, плавит пластик, формируя надежное герметичное соединение.
Рекомендации профессионалов
Опытные специалисты рекомендуют в процессе выполнения сварочных работ быть предельно внимательным к аккуратности шва, от качества которого зависит герметичность стыка и долговечность трубопровода.
Важно, чтобы:
- Перед началом сварных работ торцы труб были тщательно выравнены, очищены от пыли, грязи и обезжирены.
- Трубы в разрезе не образовывали эллипс, соединение которого снизит качество швов.
- Соединяемые пластиковые трубы удерживались в зафиксированном, неподвижном положении до полного застывания расплавленных кромок.
- Шов выглядел равномерным валиком, выступающим над поверхностью трубы (без углублений!) на высоту, обозначенную в нормативах.
- Использованные крепежные элементы с зажимными гайками были зафиксированы до проектного предела, но не более, так применение чрезмерной силы может привести к повреждению трубы.
- Перед началом работ была изучена инструкция сварки пнд труб с конкретными параметрами (качество материала, толщина стенок, диаметр).